В камнеобрабатывающей промышленности используются специальные способы обработки поверхности готовых изделий, в частности, облицовочной плитки, которые позволяют придать оригинальность давно известному виду природного камня или скрыть, например, нежелательные включения в изделии.
Кроме всем известных способов обработки — шлифовки, полировки — существуют другие, не имеющие большой популярности у потребителя. Скорее всего, это происходит из-за того, что эти воздействия разрушают природный камень.
Однако, они имеют право на жизнь, так как уводят от однообразия и дают возможность выразить себя.
Пиленая поверхность
Создается шероховатая поверхность камня со следами от воздействия свободной металлической дроби в виде продольных канавок с перепадом высоты до 5 мм. Такая обработка гранита применяется при настиле садовых дорожек, площадок, также существует как промежуточный этап между различными видами обработок камня. Обработка гранита шлифованием и лощением
Создается ровная слегка шероховатая поверхность камня со следами обработки абразивным инструментом. Перепад высот до 2 мм. Такая обработка гранита применяется при укладке пола, ступеней в местах интенсивного людского потока, настиле садовых дорожек, площадок для отдыха. Шлифованная поверхность отличается от лощеной более грубой обработкой.
Обработка гранита полированием

Полировка – наиболее сложная и длительная обработка, которой подвергается каменная плита. Однако, современные технологии позволили значительно ускорить даже этот столь трудоемкий процесс, сохранив при этом главные его принципы.
Полировкой добиваются гладкой поверхности камня с зеркальным блеском, четко отражающей детали предметов. Такая обработка гранита полностью выявляет природный цвет и рисунок камня. Применяется при отделке стен, лестниц, в декоративных элементах, деталях каминов, фонтанов. Полировка — наиболее распространенный вид обработки гранита. При использовании в местах интенсивного движения людей для снижения эффекта скольжения необходимо применять кристаллизацию.
Бучардирование гранита

Бучардирование – процесс обработки камня с помощью инструментов из твердых сплавов. Твердосплавные элементы выполнены в виде звездочек. Звездочки собираются в пакеты и фиксируются по окружности рабочей головки. Рабочая головка может быть съемной или стационарной (в сборе с углошлифовальной машиной для нанесения полос противоскольжения), также производятся головки для коленно-рычажных станков и машин для шлифовки каменных полов. В процессе обработки зубья звездочек оказывают ударно-вращательное воздействие на поверхность. Зернистость получаемой фактуры зависит от количества и размеров зубьев на звездочках.

Термообработка
После термообработки получается шероховатая поверхность камня со следами шелушения от воздействия высокотемпературной газовой струи, с хорошо выраженной структурой камня. Перепад высот до 5 мм. Такая обработка гранита и мрамора применяется при укладке ступеней, переходов, например, в метро, при отделке декоративных элементов «под старину».
Термообработка камня (в основном гранита) производится с помощью газовых горелок. Газопламенная струя краткосрочно воздействует на поверхность камня. Из-за температурного расширения и выгорания некоторых минералов верхний слой поверхности отшелушивается, оставляя особенную фактуру. Зернистость получаемой фактуры зависит от размеров кристаллов гранита и продолжительности воздействия пламени на поверхность.
Обработка гранита с созданием фактуры «Скала»
Грубая фактура, получаемая в результате скалывания больших кусков камня от обрабатываемой детали. Имитация естественного скола камня. Перепад высот рельефа до 200 мм. Такая обработка гранита и мрамора применяется при отделке цоколя, первого этажа здания, как элемент декоративного украшения здания, в ритуальных изделиях.
Патинирование. Искусственно состаренная фактура («под антику») получается при использовании абразивно-пластиковых щеток. Этот вариант подходит для мраморов, имеющих естественные прожилки, вкрапления разной плотности. В таком случае поверхность получается рельефной, имитирующая старину.
Шлифованная фактура. Достигается шлифовкой поверхности изделия после распиловки. Неровность рельефа не должна превышать 0,5 мм.

Лощеная фактура. Образуется путем обработки более тонкими абразивами.
Пескоструйная обработка. Для обработки используется струя воздуха высокого давления с добавлением мелкого абразива или песка. Поверхность природного камня имеет равномерную шероховатость. Такую обработку применяют в основном для наружных работ или для мест, в которых существует риск поскользнутся – края бассейнов, поддоны душевых кабин.
Галтовка – имитирует камень, изношенный от долгого пребывания в воде. Каменные детали помещаются в барабан галтовочной машины. При вращении барабана куски камня бьются друг об друга. Острые части закругляются, поверхность получается плоская с выбоинами.
Точеная фактура. Образуется путем помещения природного камня в абразивные смеси. Так, например, достигается эффект античного мрамора.
Колотая фактура. Образуется после раскола камня по линии наименьшего сопротивления. Типичный пример — поверхность брусчатки.
Травленая фактура. Изделие из камня помещают в кислоту, например, азотную.
Обоженная фактура. Достигается обжигом всего камня, не только его поверхности.
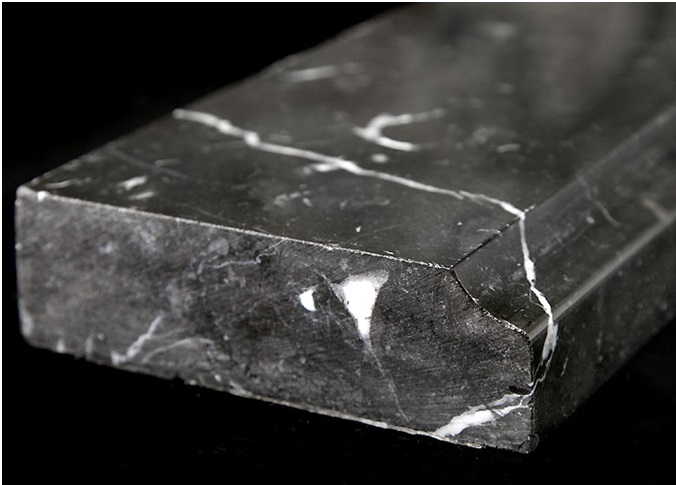
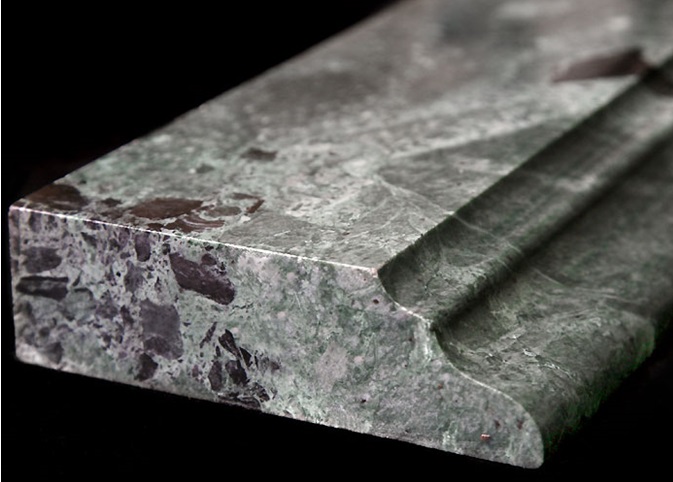
Обработка кромки
Профиль кромки столешницы, подоконника и многих других изделий, имеет большое значение, как эстетическое, так и утилитарное. Для одних изделий профиль кромки должен быть только красивым, например, для настенного или потолочного карниза. А для других, например, для столешницы, профиль кромки должен быть еще и удобным — слишком сложный профиль кромки столешницы неудобен для рук и может спровоцировать падение предметов со стола. Но он должен быть не грубым, без резких острых граней, чтобы не травмировать руки и другие части тела при случайном соударении.
Кроме того, острые грани кромки склонны к нежелательным сколам. Поэтому профиль кромки столешницы часто делают заваленным или вообще, полукруглым.

Для подоконников кромка тоже должна быть завалена, чтобы избежать травм людей и сколов самой кромки, но для подоконника не будет лишним профиль кромки гораздо сложней, чем у столешницы.

Видов профилей кромки может быть сколько угодно, и сложность профиля зависит лишь от фантазии и возможностей производителя изделий из натурального камня.
Если профиль кромки по замыслу заказчика или производителя не должен быть сложным, и достаточно лишь снять фаску и заполировать, то такую кромку можно выполнить обычными инструментами.

Однако сложные профили выполнить без специального оборудования достаточно сложно. Поэтому мы применяем станок MASTER-3500, который позволяет с легкостью делать кромки любой сложности.
При этом профиль кромки определяется фрезой, разновидностей которых достаточно много. После фрезерования кромки, этим же станком производится полировка кромки.